Тут может быть все то, что интересно мне и возможно другим...
29\08\12 Интересная статистика от CNCcookbook по профессиональному и хоббийному использованию ЧПУ. Причем, хоббийщики вытеснили профессионалов с перевесом в 8% :) Но, это "там", у "них"... Также статистика, какие программы управления использует: Mach3 - 66%, Linux - 25%, другое - 9%. Причем другое п\о тоже разделено на части: 20% используют Turbocnc, и 20% Deskcnc.
Mach3 и пропуск или набежка шагов.
Предыстория. Мне пришло письмо, в котором рассказали, что взяли китайские частотные преобразователи и сервомоторы и подключили все это к Mach3. У частотных преобразователей есть счетчик импульсов, с индикацией, который подсчитывает сколько импульсов поступило от программы Mach3. Так вот, эти частотники показывали, что после возврата в «ноль», Mach3 выдает погрешность в 4-16 шагов (иногда и в 20)...

Как соединить обмотки шагового двигателя ?
Шаговые двигатели могут иметь разное количество обмоток и соответственно разное количество выводов. Я не буду вдаваться в подробности устройства шагового двигателя и как он работает (это можно найти в Интернете), я только расскажу как правильно соединить обмотки, как получить биполярный ШД или униполярный ШД, из двигателя, который имеет ВОСЕМЬ выводов.
Если ШД имеет 6 выводов, то тут все просто: взять один средний и один крайний вывод или 2 крайних. Если ШД имеет 4 вывода - тут вообще думать не нужно - нужно тестором найти две разных обмотки и все.
А вот если ШД имеет 8 выводов ? Вот тут нужно постараться...
Смотрим видео и находим нужные концы обмоток! Все очень просто!


Вот такую свалку я случайно увидел, наверное какой то магазин проводил акцию "сдай старую технику". Сколько там ещё валялось принтеров!!!


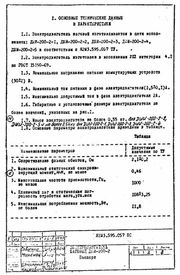
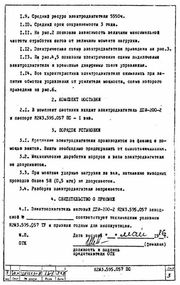
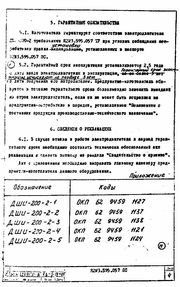
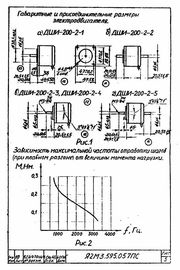
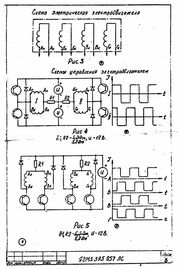
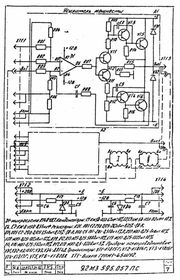
Документация на шаговый двигатель ДШИ-200-2
У всех двигателей ДШИ-200- (1, 2, 3) - нумерация обмоток идентична

Автоматическая установка нуля иснтрумента (оси Z).
Скачиваем архив с вложением и далее читаем ниже.
Скрипт называется HiddenScript.m1s
Он лежит в папке в которой сохранен профиль программы.
C:\Mach3\macros\ и далее папка с таким же названием, как и тот профиль, что мы запускаем.
В эту папку копируем наш профиль HiddenScript.m1s
Тот файл, HiddenScript.m1s, что уже есть в папке,
скорее
всего пустой и не рабочий,
по этому его нужно заменить на заполненный.
Если спросит заменить, пишем, ДА.
Все, закрываем папку и запускаем программу Mach3.
В строке меню, где написано File > Cinfig ищем строку Operator
В ней Edit Button Script - щелкаем
Замигали некоторые кнопки в основном окне программы (мигают 3 кнопки).
Нам нужна кнопка Auto Tool Zero - нажимаем 1 раз.
Откроется редактор скриптов, разворачиваем на полный экран.
Убедится, что открылся именно HiddenScript.m1s
Если отырылось пустое окно или в окне только одна строка, значит скрипт не скопировался, как это исправить - читать ниже.
Если окно со скриптом открылось, то мы можем начать редактировать наш скрипт. В нем можно редактировать ЧЕТЫРЕ строки, которые нам нужны. Можно вообще все отредактировать, но это не нужно.
Эти 4 строки я выделил звездочками, они в самом верху скрипта.
'****************************
PlateThickness = 14.000 ' Толщина пластины, в которую упираемся в мм (цифру 14.000 можно поменять)
ProbeFeed = 50 ' Скорость опускания до пластины (подбирать опытным путем), главное что бы фрезы не ломались и фреза не врезалась в пластину. Большая скорость не нужна!
SetVar (1, -25) ' Максимальное расстояние перемещения в низ, до пластины в мм (цифру -25 можно поменять) ' если пластины нет, то инструмент опуститься не более чем -25мм и пойдет на верх, с такой же скоростью, как в предыдущей строке. Если нет касания пластины, то выскочит окно с ошибкой ( ERROR - Probe did not touch ) и вопрос, повторить поиск нуля или нет. Возможно было большое расстояние до пластины или не было контакта. Цифру 1 не менять!
SetVar (2, 20) ' Максимальная высота подъема после касания мм, с максимальной скоростью. (цифру 20 можно поменять) Цифру 2 не менять!
Цифры 1 и 2 в переменной SetVar , после первой скобки - это номер переменной, их менять нельзя!
После редактирования "звездочки" из скрипта можно не убирать. Могут пригодиться в другой раз, что бы помнить где редактировать.
'****************************
Все что прописано в этих строках, это под мой станок.
Толщина пластины 14 мм , просто под рукой была такая пластина (бабышка) из латуни.
Толщину пластины указывать с максимальной точностью, замерить штангелем.
Не обязательно, что бы пластины (в которую упираемся), имела толщину с ровным числом.
Число может быть любое, например 8,345 или 12,02, это не важно. Программа установит именно ту толщину, которую указали.
Главное, что бы сам пластина имела ровную толщину по всей поверхности.
Это очень важно!!!
Далее, после редактирования сохраняем (File > Save этот HiddenScript.m1s, в той же папке, в которой наш профиль. Закрываем редактор скриптов.
На всякий случай перезапустим программу Масн3. (может это и не нужно, я не помню)
Естественно, нужно настроить тот датчик, который определяет касание.
Обычно это сама фреза и какая то пластина определенной толщины.
В окне настроек входных сигналов ( Config > Port and Pins > Input Signal ) ищем Probe, ставим зеленую галку, порт 1, пин тот который нужен (10 11 12 13 или 15). Актив лоу ( LOW ) - так как активный сигнал это замыкание (низкий).
Вроде бы все.
Теперь при нажатии кнопки Auto Tool Zero будет происходить поиск нуля оси Z.
Это все относиться к последней версии программы. В более ранних версиях, возможно потребуется изменение самого скрина (экрана).
(главного окна программы Mach3), но я надеюсь до этого не дойдет.
Не рекомендую редактировать сам скрипт HiddenScript.m1s в обычном блокноте Windows (можно случайно удалить что то нужное).
В скриптах не следует писать на русском, даже комментарии. Все что после значка ( ' ) (верхняя запятая) это просто комментарий, что бы видеть, что в этой строке. Вот эти комментарии нужно писать на латинице. Они высвечиваются зеленым цветом.
'****************************
Если после копирования файла со скриптом, в нужную папку, редактор скриптов Mach3 открывает пустое окно? (такое тоже бывает)
В этом случае:
- В строке меню, где написано File > Config ищем строку Operator
- В ней Edit Button Script - щелкаем
- Замигали некоторые кнопки в основном окне программы (мигают 3 кнопки).
- Нам нужна кнопка Auto Tool Zero - нажимаем 1 раз.
- Откроется редактор скриптов, разворачиваем на полный экран.
- Открываем наш отдельный файл HiddenScript.m1s (например, он расположен на рабочем столе)
- Выделяем весь текст ( Ctrl+A ), копируем все что там есть ( Ctrl+C )
- Закрываем этот файл ( File > Close File ) спросит сохранить или нет, нажмем "ДА".
- Открываем нужный нам HiddenScript.m1s в папке C:\Mach3\macros\ в которой сохранен профиль программы.
- Вставляем в него то что скопировали (Ctrl+V или правой кнопкой мыши нажав "Paste" )
Внимание: если в открывшемся окне скрипта был "мусор" (разные мелкие значки, буквы) его нужно удалить и только потом вставлять текст скрипта! Сохраняем наш файл (нажмем значок "Папка со стрелкой".) Лучше убедиться, что файл сохранился и откроем его еще раз. Если он сохранился, то увидим наш скрипт в окне. При закрытии скрипта опять будет вопрос: сохранить или нет, можно нажать "ДА".
*********************************
Архив с файлом скрипта HiddenScript.m1s - в начале текста.